
I. Food Processing Industry Solutions
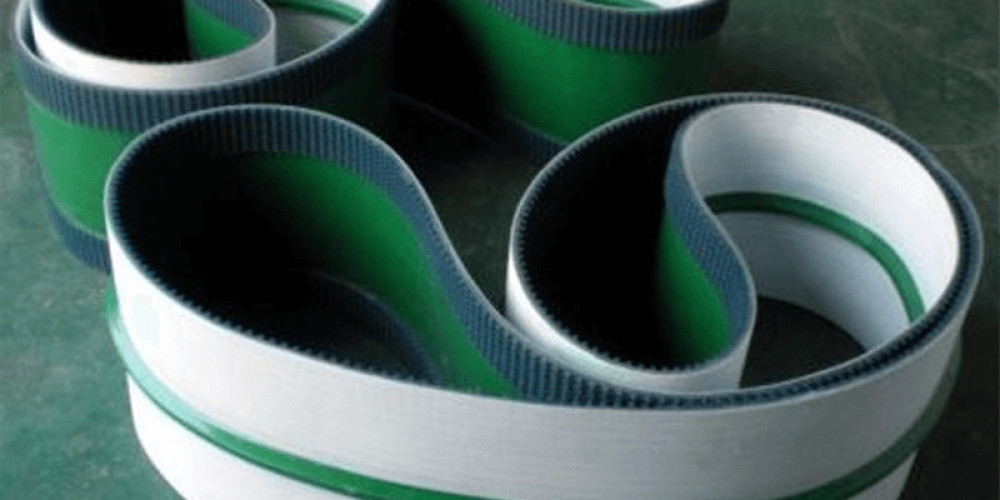
In food processing, industrial conveyor belts must meet core requirements: hygiene, oil resistance, and easy cleaning. Polyurethane (PU) belts emerge as the optimal choice due to their non-toxicity, oil resistance, and cleanability, complying with FDA food-grade standards.
II. Mining Machinery Industry Solutions
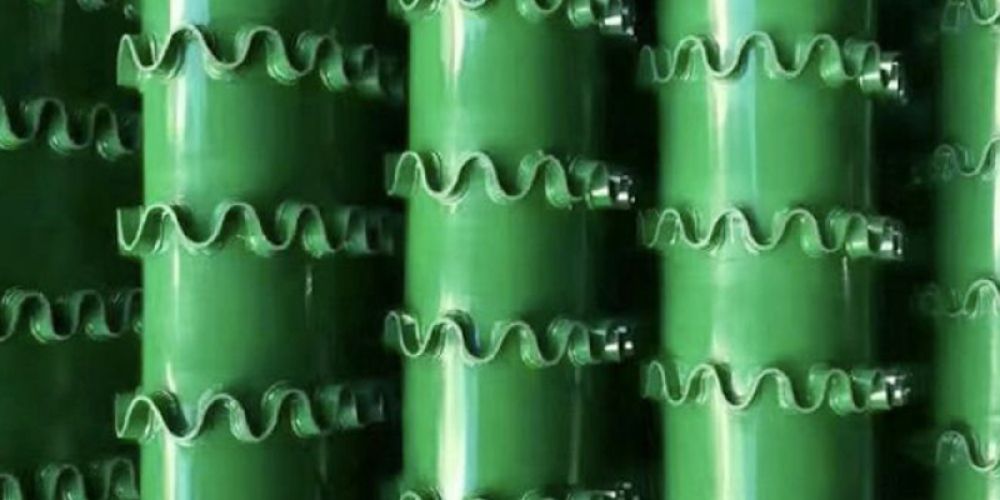
Mining operations demand conveyor belts with extreme load capacity, wear resistance, and corrosion protection:
.jpg)
Skirted baffle conveyor belts are a special type o…
.jpg)
Polyurethane (PU) conveyor belts possess numerous …
The safety of conveyor belt materials in the food …

Lightweight conveyor belts are a type of conveyor …
