
Material Carrying and Transportation
As the central component of belt conveyors, conveyor belts are primarily responsible for carrying and transporting various materials. Whether in large-scale mining operations or in-process material transfer during production, conveyor belts efficiently and reliably complete material handling tasks.
Ensuring Stable Material Transport
During transportation, conveyor belts ensure materials remain stable, avoiding spillage or deviation. This is attributed to their high strength, wear resistance, and excellent dimensional stability.
High Efficiency and Cost-Effectiveness
As efficient handling equipment, conveyor belts significantly boost production efficiency. Compared to manual handling, they reduce labor costs while minimizing errors and the risk of unexpected accidents during transportation.
High Load Capacity and Adaptability
Conveyor belts exhibit exceptional load-bearing capabilities, enabling the transport of heavy goods. Additionally, they adapt to diverse material handling requirements, accommodating varying shapes, sizes, and weights.
Enhanced Safety
Conveyor belts mitigate safety risks associated with manual handling, particularly when transporting flammable, explosive, or hazardous materials, ensuring personnel safety.
Stability and Reliability
With smooth operation and low failure rates, conveyor belts maintain uninterrupted performance even in harsh working environments. This guarantees production line continuity and stability, enhancing overall efficiency.
Diversity and Customization
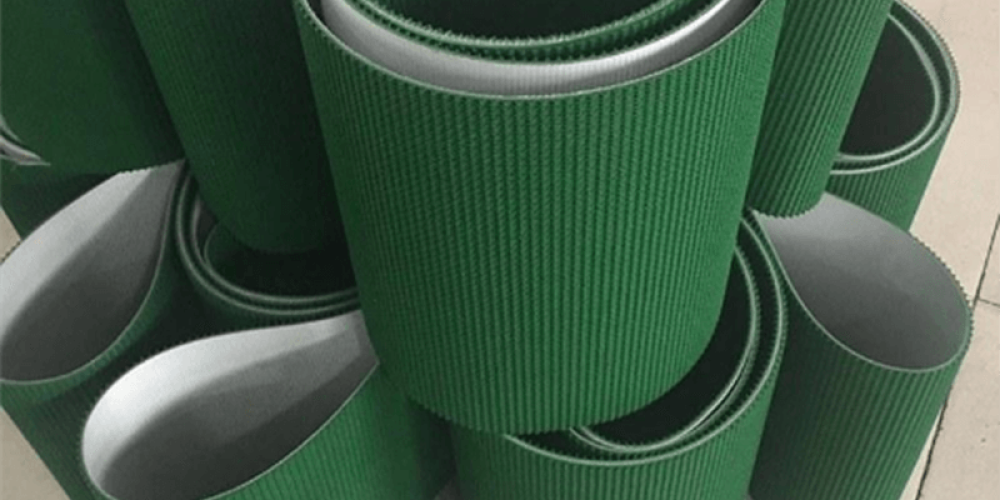
Conveyor belts come in various types—such as standard rubber belts, steel cord conveyor belts, and PVK belts—to meet the needs of different industries and applications. They can also be custom-designed to address specific material handling challenges.
.jpg)
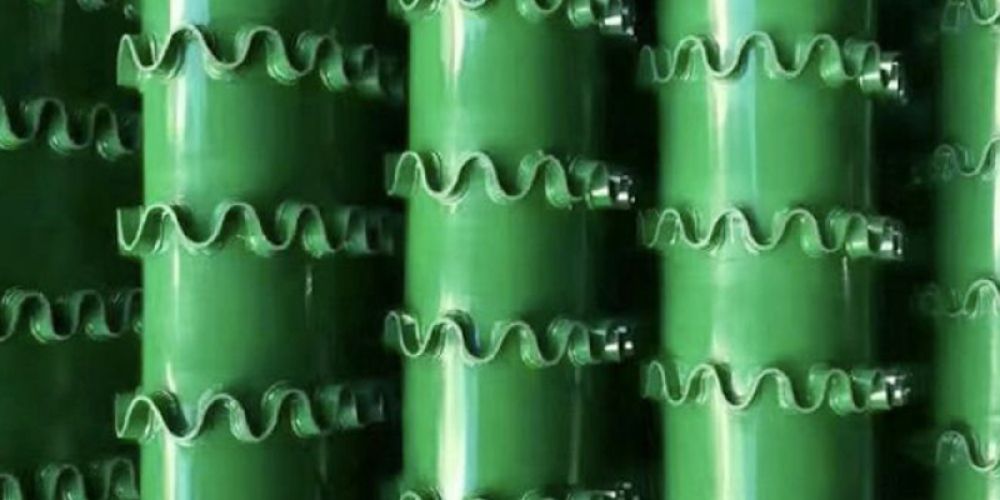
Skirted baffle conveyor belts are a special type o…
.jpg)
Polyurethane (PU) conveyor belts possess numerous …
The safety of conveyor belt materials in the food …

Lightweight conveyor belts are a type of conveyor …
